(Update: near the end of WWI, five 14" guns were mounted on special railroad cars to destroy railyards and ammunition dumps up to 25 miles away. The army also used 16" guns in coast defense batteries.)
Whenever I see a vid eo of a big battleship gun being fired, I wonder how the guns are made. The barrels are machined out of cylindrical forgings. The shaft that holds the tool that mills the inside of the barrel slides along a two slide guideway.
The size of the "big guns" on the battleships defined the arms race until aircraft carriers and their airplanes proved battleships were obsolete. (Battleships were obsolete before WWII, but some admirals had to see some sink during the war before they believed it. Fortunately, the Navy started designing and building purpose built aircraft carriers in the 1920s so we had some for WWII. Soon after WWII, the arms race focused on nuclear warheads and intercontinental rockets. I assume satellite and cyber warfare is where the action is now even though we keep building more expensive airplanes.)
 |
| John Abbott posted Naval Gun Factory DC 1943 small |
 |
| John Abbott posted Naval Gun Sean Mullen I just happened to look up the muzzle energy on those big 16" guns this morning. It is a stunning 304 million foot pounds! |
Brian Leffler shared
 |
| John Abbott posted [According to a comment: the location of the photo. This former Bethlehem Steel facility is now Lehigh Heavy Forge.] Bruce Wolfe: I’ve read they spun 16” barrel forgings for 3 straight days before any machining as some sort of stress relief/normalization. Is there any truth to this? Graham Beasley: Bruce Wolfe Yes I believe it. Generator rotors are spun about 1rpm for 24 hours before next operation in final machining. Kim Marsh: they were sprink fit in laminated sections The main barrel was made in 2 sections the outer barrel and the machined shell section, the outer section was hung in a giant pit heated and the inner section was lowered in then cooled. This the section where the shell and powder was placed wore out and with the shrink fit it could be reheated and replaced and refurbished easily. The whole barrel was made in sections the area from the breech up to cover the shell and explosive did not have any rifling. Interesting photo as it shows all the different laminations. As I understand the barrels were made in the state of Washington at a naval gun armaments facility. [Comments include some photos of the inside of the barrel showing the rifling.] Briean Leffler shared Robert Warrick: Did track work at the place they made those. They still had new ones packed in grease. Jim Nemeth: This is Bethlehem, Pa outside the #8 machine shop in the 1940’s. It a 50 caliber battleship gun. 16 inch 50 caliber. 16/50. Bethlehem Steel. [The comments include photos of a battleship.] Navy General Board posted Battleship gun in Bethlehem, Pennsylvania, 1940s. No. 2 Machine Shop at Bethlehem Steel in the background. William Brown shared Antonio Ignazio Medina posted [This had too many comments to look at.] Ted Gregory shared |
 |
| Comments on Navy General Board post |
 |
| Brian Kistner commented on Brown's share |
 |
| Lisa Genovese commented on Gregory's share One of the Machine Shops at Bethlehem Steel (2016): |
 |
| Brenden Malloy commented on Navy General Board post Here is a picture of one of the USS Pennsylvania armored turrets at Bethlehem Steel when she was being built |
 |
| Antonio Ignazio Medina posted 6", 10", 12", 14", naval guns being assembled at a Bethlehem Steel facility. |
 |
| John Abbott posted Gun Barrel Boring Machine Gear Drive ...Because ... I couldn't call it a Gear Case ? ... Get the Grease Gun Boy ... [It makes you wonder when the industry start putting safety shields on the equipment. People were hurt, and even killed, back then. Now you can understand one reason why.] |
 |
| Rich Behrends posted Four cutting tools shape the outside of a 12-inch gun. Image: Scientific American, December 4, 1915 |
 |
| Rich Behrends posted DC Navy Yard turning a cannon 1899 |
 |
| Rich Behrends posted DC Navy Yard cannon boring. Year unknown |
 |
| Rich Behrends posted Bethlehem Steel machining big cannon 1899 [Note, this plant has yet to convert from shafts and belts to electric motors. I wonder if this is the Bethlehem shipyard that made Liberty Ships during WWII.] |
 |
| John Abbott posted We are doing over time tonight need more Gun Barrels [Note the line shaft along the right.] |
 |
| John Abbott posted royal-gun-factory Perry Locke Notice man in crane control platform. Earl Rempel Think how much of that work is lying at the bottom of some ocean... Roger Hampson A more intact story is here. |
 |
| John Abbott posted Joe's over there doing the Big Barrels on the Belt Lathe... [Even at full Facebook resolution the text is hard to read. This is what I saw: "Face plate 120" in diameter and swing over shears 130" by 76'. It is geared for turning taper from 1 in 10 to 1 in 400, and there are four carriages with compound rests. The shaft shown in the lathe weights 63,000 pounds and is 37" diameter at the center and 27'4" long." The word "shears" was a guess. I don't understand what that is.] |
This 1:33 video focuses on testing various models of naval guns.
A 14:25 1952 video about the US Navy's Naval Gun Factory at Washington Navy Yard.
Update: the day after I published this I came across a silent films of various scenes of making the 16" gun used in WWII. The comments describe each scene. This is the forging step.
 |
| Screenshot of forging a 16" gun |
 |
| Screenshot |
 |
| Bob Smith posted This is the first 16" Cannon Tube Manufactured at Watervliet Arsenal. Unfortunately, the seacoast defenses & the Iowa Class Battleships are history, as well as the machines for making them... Bob Smith The process for boring this 68 foot, 267,904 lb varmint rifle took about 60 hours. A woodpacked reamer head with two HSS cutting tools would be in fed at the muzzle end on a Sunday night & the head would exit the breech end on Wednesday morning. The machinists would listen to the cutters "sing" & look at the chips in the oil coolant wash to determine if the bore was being accurately machined... |
 |
| Bob Smith commented on his posting Here is that monster in action. All nine guns firing full broadside at once. Rounds weigh 2,700 lb. Range of 24 miles. Accurate within a football field, & took out everything within that area.' Rex Whinery I read one time firing all guns on one side like this shoved the ship 75 ft. I wonder if that was true.Chance O'Neil No. The ship does not move by any noticeable amount. And the shots are not fired at exactly the same time. There is about a .05 second delay between each of the three guns on a turret. That prevents the shock wave of one round from interfering with the trajectory of the round from an adjacent barrel. The water is foaming due to the shock wave. The guns would still create massive shock and vibration in areas of the ship and that caused minor problems occasionally. My uncle was a fire control officer on the new Jersey and the Missouri so I got to learn a lot about those ships when I was growing up. |
 |
| Bob Smith commented on his posting 16 " Rifling Head. The individual broaches were adjusted simultaneously. Each pass took .002" - .005" greater depth of cut than the previous. The head started at the muzzle & came out the breech. After it came out, the broaches were retracted & the head was pulled back. They were adjusted out another .002" - .005" for the next pass. Due to the amount of pressure, every other broach seat was left open. This meant that after the entire length of the liner was rifled to the specified depth, the head was indexed so the the remainder of the honed bore was rifled. |
 |
| Bob Smith commented on his posting Close up of the rifling head & broaches. |
 |
| Bob Smith commented on his posting Finished product. |
 |
| John Abbott posted Bob Gaston Caption for this photo reads "WW 1 - NAVY YARD: Washington. Sight shop, big gun section. 1917"Joshua Gasparovic Cannon for Navy Destroyers or Cruisers it looks like. 5" and maybe 8" cannon?James Miller The rifle in the center looks to be a 14" 45 caliber Mk2 (BB-34 or 35; New York or Texas) main battery.John Genna In most cases the rifling was cut into liners, and some by rifling machines, and almost all smaller barrels are broach rifled. many projectiles were made with a bronze rifling ring that took the rifling and most of the shell was smooth. The bronze ring also served as a gas check for the powder gases, which anchived a much higher velocity than the projectile, and if they got around the projectile would cut and burn the rifling, which was designed for 250 to 290 shots. After WW-2 the powder was switched to a cooler burning type, which extended the life of a 16" x 50 cal (50 times 16inches) barrel to 350 shots.Roger Hampson Looking at the end of that barrel it looks like it is sleeved |
 |
| Ian Wilson posted Dont forget guys prior to WWI Britannia ruled the waves!! Armstrong Whitworth Elswick Works Newcastel upon Tyne 1911 |
 |
| Ian Wilson commented on his above posting In 1927 they become Vickers Armstrong. This quadruple gun mount being manufactured in 1940 Chris Schafer King George V class 14 inch guns. |
 |
| John Abbott posted Where is your Tag Line ? [At first I did not know what a Tag Line was. But, gathering from the comments, it is the ropes they put on the end that are held by guys to keep the load from turning while being moved.] |
 |
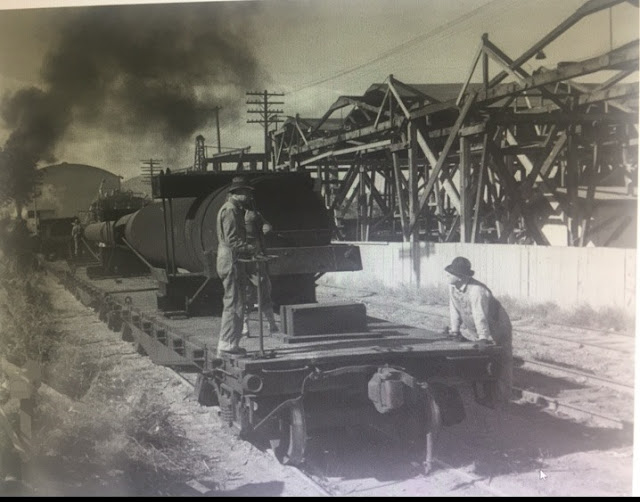
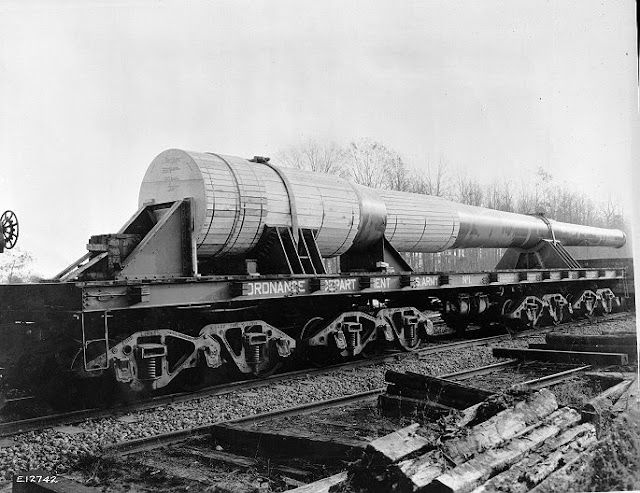
| Bob Chaparro posted Gun Barrel On HD Flat Car Photo from the Wyoming State Archives: Undated. Flat car unidentified. Bob Chaparro Hemet, CA Bret Robertson: Almost certainly both flat cars are Central Railroad of New Jersey which served the Brooklyn Navy Yard. If it is passing through Wyoming then this battleship barrel was being shipped to the West Coast.Bruce B. Reynolds: Robertson The idler/spacer car in CNJ; the big flat car is U. S. Army. James Vaitkunas: This could also be a coast artillery rifle on its way to a west coast port from the US Army's Watervliet arsenal in New York. Panama and Hawaii both had 16-inch batteries built in the mid-late 1930s. Or it could be headed to Fort Baker which defended the approaches to San Francisco bay. Sixteen-inch barrels weighed around 135 tons. The carriages they were mounted on weighted twice that. Rob Nichols Recently a similar movement ended up with one of the WWII gun tubes from USS Missouri being moved from Norfolk to Cape Henlopen, DE for a display on the grounds of the coastal artillery emplacement that guarded the western shore of Delaware Bay. The gun tube's trip from Norfolk was also the last revenue trip for the old NYP&N (PRR) car float operation from Little Creek to Cape Charles. https://www.youtube.com/watch?v=yCiUcan5K5o Philip M. Goldstein Without knowing the barrel length, date or bill of lading; it is near impossible to tell what the barrel is destined for. Its almost certainly 16" bore, but is it a 45 caliber (61 feet long) or 50 caliber (66 feet long)? Hard to tell from that oblique angle. If it's 16/45, it could be a replacement barrel for any of the New York, Nevada or Pennsylvania Classes. If after December 7, 1941, it could be a replacement for one of the ships damaged at Pearl. If its a 16/50, is it a Mark 2 or 3 for coastal artillery. As all four Iowa class battleships were built on the East Coast; (NYNY and Philly Navy Yard) there is no need for a 16/50 Mk 7 (which were specified for Iowa Class battleships) to go through Wyoming. Abram Joslin: Philip M. Goldstein no worries! I just realized I forgot to add the Colorado class had the 16"/45 guns too. Bruce B. Reynolds: Abram Joslin The Colorado class had earlier design of the 16/45 than those used on the North Carolina and South Dakota classes. Joe Rogers: Possibly 14" 50 caliber barrel. The U S S New Mexico, Tennessee, Idaho, Mississippi and California carried them in World War II. Bruce Smith: The car is United States Arsenal Watervliet NY #1 and it is delivering an ARMY barrel, made at the Watervliet Arsenal, outside Troy, New York, most likely to a coastal artillery fort on the west coast, possibly San Francisco. Y'all with your battleships and CRRofNJ speculation just crack me up! |
 |
| Parker Pringle commented on James Vaitkunas' comment here's some shots of guns being delivered to Fort Baker |
 |
| Parker Pringle commented on James Vaitkunas' comment |
 |
| Parker Pringle commented on James Vaitkunas' comment |
 |
| Bruce Smith commented in response to comments about the lack of a buffer car in front of the caboose As noted above, this car has a significant brace at the breech end of the barrel thus the caboose is not in significant danger as the load cannot shift in that direction, unless the forces are large enough to overcome the brace, in which case the caboose crew has a lot more to worry about than just that gun barrel! Parker Pringle: Bruce Smith great picture. Battery Townsley on the Marin side of the Golden Gate bridge got two guns in July 1930. One of the guns was on that car. U.S. Army Ordnance Dept. No. 1. |
 |
| U.S. Naval Institute posted USS Iowa's Tube #270, the first 16-inch/Mark 7 gun ever built, is in the process of being moved from storage at Norfolk Naval Shipyard to Fort Story where it will be placed on exhibit near the Old Cape Henry Lighthouse. Tube #270 was installed in Iowa's turret 1 until being removed in 1954 to be relined and saved as a spare. Chuck Bloom: I was stock control officer at the Navy Supply Depot from 83 to 85. We had to have them rotated in their fixtures during the year. Dave Hakki: Steve Esch it’s like a turbine rotor the shaft or in this case the tube will settle get a sag it’s very small maybe several thousands of an inch but it would be enough to effect the accuracy of the gun. Or on a turbine it would cause a vibration and cause the turbine to trip on high vibrations. Bill McFann: I was a young engineer testing rocket motors at Dahlgren at the same time they were re-certifying the existing inventories of 16" bag charges for the recommissioning of the battleships that was underway...ca 1986. My office trailer was less than a hundred yards from the 16" test firing range.. We got our bells rung often, every day. Bennett Allen: Bill McFann I was a powder monkey on Iowa in the turret 3 powder mags from 1985-‘87. A lot of those bags passed through my hands. All of it was leftover from 1944. Michel Gosselin shared |
 |
| Neil Tillett commented on the above post Iowa waking up the neighborhood. |
 |
| Neil Tillett commented on the above post 16 inch tubes photo of a photo from the Iowa Museum. Ed Jackson: Yup..this pic was from the Hawthorne,Nevada storage depot..most were scapped..a few went to museum displays. Kevin Thompson: The reserve barrels were replacements for the Iowa class when the barrels would get worn and loose accuracy. The life was originally estimated at 290 rounds before replacement. |
1918 mounting of a 14" naval gun on an armored railway car.
Mike Savad has colorized a 1917 photo of a Navy Yard Shop and posted it with the comment:
Scene in color 1917
Location: Washington DC
This is the Navy Yard shop in Washington DC, built in 1799 (though this structure was probably built later). Over the years they have built all kinds of things. Special cannons, torpedo's, steam ships, and so on.
During World War I they are built torpedo launchers (which is what we see here).
A torpedo launcher is a tube that holds a torpedo, mounted to a battleship, but it works just like a normal torpedo once it hits the water. This factory makes both things, but this room just does the tubes.
By World War II, this location was the largest ordinance plant in the world.
By 1960 they had 188 buildings, across 126 acres. For the most part, just the guns and torpedo's were made here.
But by 1961 they closed this place down, and by 1964 they turned most of the buildings into office space.
Bonus: Can you find these items?
A single shoe on a shelf
A guy wearing a fez (hint his back is turned to us)
There is a tomato can high up.
There is also a large saw blade.
A video of a modern gun drilling machine. Note that it is made in Taiwan. America geared up for WWII production by converting existing manufacturing plants and their skilled labor. We no longer have those plants and skills to convert to war production.
A video of a gun lathe in operation: tool cutting, measuring, grinding and boring.
Regarding your guess at where the Bethlehem Steel photograph was taken, to my knowledge, that would have been the no. 2 machine shop in Bethlehem, PA. For many years, that was the largest machine shop in the world. The once-mighty Bethlehem Steel made a large number of the U.S. Navy's 14" and 16" guns.
ReplyDeleteI was looking for the density of the metal used in "battleship gun" construction.
DeleteWere the turret housings cast as a singlenpiece or electricalky welded out of armor plates?
ReplyDeleteThe roofs of battleship turrets are removable for replacement of the gun tubes and mounts.
DeleteIn particular, the "gun slide" of turrets whose guns cannot be individually elevated can only be removed after first unbolting and removing the roof.
Ex: USS Arizona.
Forged
DeleteCarbon steel forgings are utilized in a wide assortment of
ReplyDeletedrop forging diagram enterprises. Here we take a gander at the sort of metal carbon steel is and what you have to know to work with it for your up and coming undertaking.
Mesta Machinery built a bunch of the 16" guns, and the complete turrets as well
ReplyDeleteThanks for the Navy General Board shout out. I've posted this very article in a couple of different posts on NGB over the years.
ReplyDeleteThe turret labeled as "USS Pennsylvania" is incorrect. It is a 16" turret for one of the cancelled South Dakota-class dreadnoughts from the end of the 1910s and is a completely different design than the Pennsylvania-class triple 14" turrets - different shape, different roof, different gun ports. NGB is not correct.
ReplyDelete