I've seen videos of something going wrong in a old bar or rod rolling mill and the bar "squirting" around the room. I always wondered why there were no panic-stop switches throughout the mill to stop it when things are going wrong. A comment on one of them called the resulting spaghetti of iron a "cobble." But then I forgot that term. Now I have again learned that term.
 |
| J.E. Gadd posted Cobble. The first cobble I ever witnessed was at the axel mill at Crucible Steel in Midland, PA back in the 70's. What a mess! Looked like spaghetti everywhere. Got stories? [It is a public group, so you can click the "posted" link and read the comments.] Ryan William posted Cobble. The first cobble I ever witnessed was at the axel mill at Crucible Steel in Midland, PA back in the 70's. What a mess! Looked like spaghetti everywhere. |
%20Steel%20Mill%20Pictorial%20_%20Facebook.png) |
| Facebook reel |
 |
| Winda Yunita Kudadiri posted Took me some time resetting all those roll line motors Willow Jhones posted Took me some time resetting all those roll line motors [Another example of plagiarism, including the comment.] Gregory Leech: We used to call it spaghetti when 4×4 billets would go awry, this must be lasagna. Collin Surane: 84” HSM at US Steel Gary? Michael Combs: Collin Surane yeah but he didn’t take this picture. EJ Jaquay: Coiler miss. We called it the "C" word ["cobble" I presume] that must not be uttered unless it happens. And that too often. Sounds like a train wreck. Joe Devich: Ribbon Candy haha Don't shit your pants anyone. I worked in the mill at both ends. I even saw the fun of a Z Mill wreck at a thousand feet per minute. Joseph Guerra: I may or may not have been partially responsible for something like this at the Burns Harbor 80” HSM as an intern one summer. Let’s just say I know one way it happens. |
This is the first time I have seen a coil rolling mill create a cobble. From some comments, it sounds like it is not a rare occurrence. I probably have not seen it because many mills have a "no camera" policy.
 |
| Mark Edmund DaSacco posted A real nasty cobble that happened in the roughing mills. Both cranes had to hook up the heppenstahls to take it off the roll bed... US Steel, great lakes works hot strip mill. Michael Prihoda: What is and what causes a “cobble”?Mark Edmund DaSacco: The front of the steel being rolled catches for some reason and it's going so fast that there's no time to stop it piling up behind. When it happens in the coilers at the end of the process when it's being rolled into a coil it's called a purot. [Some comments indicate that if they are rolling cold steel or in the roughing mill (where the sheet is still thick), the cobble can cause damage to the equipment.] |
I think this is the same mill, but a different cobble.
 |
| Mark Edmund DaSacco posted Cobble in the mill. US Steel, great lakes works, hot strip mill. Michael OConnor: Making X-Mas cookies. Kenneth Treharn: The old accordion trick. Sometimes they really pack them in if their slow on the Stop button. Pin that looper and get a hook to get the cobble chain thru then into the bull ring. Tony Mason: I remember when the ETS line in Fairless had train wrecks. It was an all night job to get it back online. Andrew Jackson: Pin that looper before you go in to clean that out! [Since the steel is under stress, I presume he means that there is a risk of the steel flying around after the cutting torch relieves the stress.] Richard F Luzzi: I’ve seen em try to take too big of a bite at a seven stand and sheered a 2’ thick spindle and sent the gears thru the top of the gearbox. Awesome power from the motor room. Andrew Jackson: Richard F Luzzi I’ve seen cold bumper slabs get ran into a roughing mill stand #1 and jam everything up. Talk about 12hours of burning. Bill Beatty: Weirton used to run a lot of Stainless for J&L. When they wrecked it would take quite a while to clean up and repair any damage. [It sounds like the production crew changes the work and backup rolls while the milwrights remove the cobble.] |
 |
| Steve Kashuba posted via Dennis DeBruler |
 |
| Bert Howard posted Took me some time resetting all those roll line motors. |
%20Facebook.png) |
| Facebook reel Bryan Donnison: Looks like a mis-coiler and they're piling it on the run out tables. Buck Henry: Compact and easy to clear out. Eric E. Peebles: Not a cobble.. That's a PUROT. Pile up on the run out table. Nothing to it, but to do it... Mark D. Cox: Our Hot strip was never down long because of this. If the coilers could get a hold of it or pull it on the floor with a C hook |
 |
| Micheal Coff posted, cropped Aiiiiight den. Chris Judge: .Time to call the burn gang Micheal Coff: We don't have a burn gang for this. Its just one guy per turn to clean up messes like this and do maintenance and roll changes. Matt Burton: 84 USS Gary works? [Michael confirms this.] Kipp Bell: At least it stayed on the table. Derek Bakle: We all chip in to cut cobbles at Steel Dynamics Inc. Joe Makarowski: Push it off, come ahead!! Kenneth Treharn: I've seen lots of cobbles over my career. Less of a mess on that side of the finishing Mill than a "pile up" at the Coilers. Thomas's Dallas: Blame it on the roll shop grinders. Dominic Mosconi: Thomas's Dallas exactly what they did I was a roll grinder. Richard F Luzzi: table hoods make it look like finishing mill runout table on its way to coilers but, the gauge looks a little thick. I served my Motor Inspector apprenticeship at the 84” Hotstrip USS while it was being built. Took 3 years before the first slab ran thru it. Micheal Coff: Richard F Luzzi its the holding table. Between the rough and the FM. Good eye. Bryan Wilt: Looks like money to me! (I work for a mill service company so we remove and process cobble and all the other revert from the mills) Robert Washkevich: My grandfather's brother retired from the 56" hot Mill in '79 and when I talked to his wife , my great aunt, she knew about cobbles cause he would come home complaining about a "cobble". I worked in the 68" hot strip starting in '97 and many times they would side pull with the crane to get it out and I had to put the cable back in the sheave on the auxillary hoist. [Search for "Groumoutis" to see a video of workers standing around watching a rod mill running bad. This is the type of video that makes me wonder why there are not panic-stop switches in the mill. Groumoutis adds "That one doesn’t compare to the one we called the super cobble. The super cobble was over 2000 feet of rebar. A electrician did a download and cause the pulpit to lose control of the shears so they never cut."] |
 |
| Kevin Gall posted, cropped Eddie GThree Griffin: I ain't never seen a 6x6 billet cobbled like rebar. That takes some effort, or lack thereof. Roy Scragg: How the hell did that happen!? Kevin Gall: Roy Scragg it was quite a few years ago so I don’t quite remember the whole story but the operator said something to the effect of “ya I hadn’t seen the billet on #3 move for a few minutes so I went up to the bender floor to check” 😂, he was a moron in the purest sense of the word, he was let go a few years later, every week was something like this with him, I was always surprised he lasted as long as he did. Martin Whitson: Section size of billet ? Kevin Gall: Martin Whitson probably supposed to be about 15’ of length , probably about 30’ pretzeled up there, 6x6 billet running at about 85 inches per minute. Martin Whitson: How? Withdraw stop ? Kevin Gall: Martin Whitson if I remember correctly, had the loop control set wrong so it was going into the straightener too fast and coming out too slow. Stewart Harlton: Kevin Gall he actually had the straightener down at both ends and the pressure backed up the stands, I had to go down and help clean up the newbies mess and try to retrain him after that. Morris Deckers: The forbidden dragon 🐉 |
 |
| Kevin Gall commented on his post Casting superintendent screaming at me from behind my buddy taking the picture as I pose for a picture with a big stupid grin 😂 he was just a touch “upset” |
 |
| Chris McNeal commented on Michael's post Nothing like burning about an hour into the shift. |
 |
| Jon Wolfe posted Something is wrong here. Daniel OToole: I remember working the crane above the finishing mill and for what reason caused the steel to miss the cutting millit, it would ribbon up twenty feet or more. The scarfers would have to come and cut the steel into manageable lengths cutting holes in it for me to hook onto it and take it to scrap. John Molnar: I remember having wrecks at the 80" it would happen usually right after the finish mill or further down closer to the coilers. If you caught on early down by the roughing mill it usually wasn't too bad. But when it's on its way to the coilers, it gets thrown everywhere. I've had them skip off of the roughing mill and almost hit me. Then it would light all of the grease on fire. |
%20Steel%20Mill%20Pictorial%20_%20Something%20is%20wrong%20here....%F0%9F%A4%94%20_%20Facebook.png) |
| Comments on Jon's post |
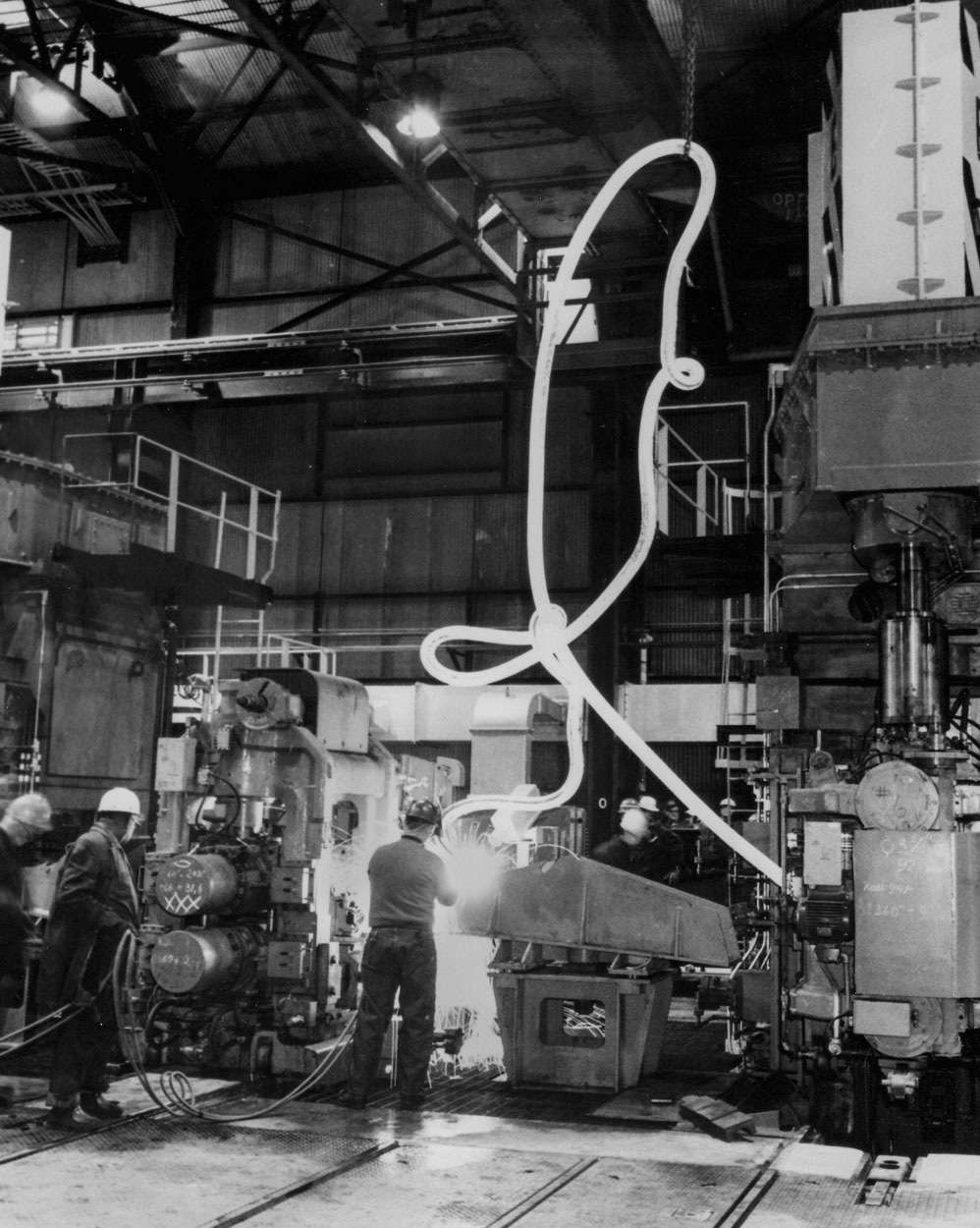
Alan Willis posted two photos with the comment: "Just a couple of these merchant bar mill cobbles!!! Never fun to clean up but cool to watch unravel."
Matt Mcguier: Kind merchant bar was that?
Alan Willis: Matt Mcguier 2x2x1/8” but still had 3 stands to make it through before the boo boo.
 |
| 1, cropped |
 |
| 2, cropped [At first, I could not figure out how the bar shot straight up. Then I noticed the crane hooked to the top of the bar. So this is a photo near the end of a cleanup.] |
 |
| Comments on Allan's post |
 |
| Rick Cups posted The following photo was taken in the spring of 1976 by one of Bethlehem Steel's corporate photographers. It was start-up day and this is the first billet into a new 13 inch Bar Mill in Lackawanna, NY... Larry Furlong: I was never able to tie a cobble in a knot like that. Appreciate the style. Jay Borzillieri: Mike Bronko I am a Roller at this mill currently. This is such a cool pic! Currently Republic Steel owned. In 2010 they modernized, eliminating 19-22 and installed a Kocks Mill. I didn't know you cobbled the first none at 7. All stories I heard were that it made it all the way to 22. Then cobbled. Mike Bronko: Jay Borzillieri I saw cobbles fly in the air the length of the cooling bed. This happened when the shear cutting them on the fly failed. These bars are moving at a very high rate of speed Jim Myers shared Irving Fartwhistle: And you have literally nowhere to go because there's no way to know where it's going to go. You just hope it misses you. I cut up my share of those things. We had a crane that had a hole in the floor from where the cobble went through and it exited through the glass. The glass got fixed but the hole in the floor and the burn marks on the cab stayed as a reminder. You really had to develop a 7th sense to work in a place like this. You needed to be in tune with all of your 5 senses, trust your 6th sense that something wasn't right, and the 7th sense to act as quickly and clearly as possible. You had to absolutely trust your senses to know when something didn't look right, smell right, sound right, feel right, and in a weird way, even taste right. Everything had a look, a sound, a vibration, a cadence or timing, a smell.....if it wasn't right, you needed to pay attention and check it or get someone who could. The life you save may be your own. |
The Beauty of Steel posted 2 photos with the comment:
Most probably that’s one of the worst accidents in a mill I have seen so far…Not my pics, happened three days ago [on Sep 9, 2025].
Mike Walls: Electrician, we have a problem in our control room........
Daniel Jenkins: Is that a bloom into a pulpit? [Some comments answer "yes." The pulpit is supposed to be a safe place in the mill for the operators to work.]
Brent Barr: I seen the aftermath of a beam knocking the pulpit off it’s pillars in Nucor Yamato AR years ago.
Shane McCormick: Brent Barr OP3 at the RM2 BD
Joshua Heaton: Never saw the event, but I've seen the 15ft metal rod hanging out over the roll line, off the roughing mill pulpit in a mill in PA. The rod e-stops the mill when grounded. This is because the pulpit is over the roll line and 40ft away from the RRM stand. Story is, they had a turnup years ago and put a 4 inch or so transfer bar through the pulpit. Nobody hurt. Operator saw it at the last second, coming out of the steam cloud. He set a land speed record, the pulpit burned, was rebuilt and the "turn up detector" was installed.
Trevor Butler: Some Nucor plants have mechanical stops above the run out table incase a beam/slab come up to the pulpits above.
Paul Stephenson: You need an operator nodding off or unalive for him to not see that coming. I hope it missed him.
[There were a few comments about cobbles going through an overhead crane.]
 |
| 1 |
 |
| 2 |
 |
| Comments on the above post |
 |
| More comments on the above post |
 |
| Cory Wantuck commented on Rick's post Still does the same thing. |
 |
| Daniel Lamm commented on Rick's post They get hot lol |
 |
| Charlie Gimbra commented on Rick's post |
Now that I know the technical term for a rolling mill booboo, it occurred to me to do a search for "steel mill cobble" on YouTube. There were several results. This was the first one. I wonder if the glass on the pulpit would survive being hit by the cobble. (viewing length is 3:08)
 |
| Screenshot [Note how close it came to hitting the worker on the left.] Jeremy Mushung: Haven’t been working in a rolling mill long if you haven’t been smacked or chased a few times ! Art Wright: Common occurrence in a bar mill, hook on the end when it enters a mill stand, broken mill stand guide, hits something entering the roll line, loose bolt that pops up. I've have seen and run from quite a few. They are called cobbles. The cobble pile got so loaded one time it was 1/2 the way up to the crane runway. Alan Vaughn: What was you doing in there in the 1st place. 9 time out of 10 the bar cobbles at the front end of the bar. Complacency can be your worst enemy brother! Next time let the bar get further thru the mill b4 walking up on it. Could have been ugly. Stay safe brother. Fred Cox: We had some hit the overhead crane. |
 |
| Screenshot Mike Schedler: Have seen #3 & 4 Rebar cobble straight up into the rafters. Brian Olson: I worked with a guy who claims that there was a cobble at a bar mill at Crucible Steel in Midland, PA such that a guy lost one of his testicles. Apparently there was no blood because the steel cauterized the wound. |
 |
| James Torgeson shared [Look at all of the scrapped cobble in the background.] |
 |
| Myrtle Zehner posted Rougher Bill Fair: I ran crane in WSX's 54" Hot Mill.....we had this a couple times.......out of the #5 Rougher and into the cellar. Hook up the chain and pull the strip out by the roots (LOL) before it cools too much. Hook me up and get out of the way!! Good times! |
 |
| Adam Anderson posted via Dennis DeBruler Cory James: That looks bad. Adam Anderson: Cory James not to bad we had worse took about 45 min to clean up, we use a crane to lift it out in one bunch. Titus Adams: Cory James that’s a baby cobble. |
 |
| Charlie Gimbra posted via Dennis DeBruler |
 |
| Screenshot @ 0:43 Charlie Dominguez posted Wait for it... near miss I had years back. Thank God pulpit operator was paying attention and hit the E-STOP on time. [So mills do have an emergency stop button. The pulpit operator stopped the cobble at this size before the employee even knew it was coming after him.] Art Wright: Worked in a mill that started with ingots rolled them, into rails, billets, round or rectangles of varying sizes. It depended on the mill setup by order for the day. Ran ftom more than one cobble my self. Mill was in operation over 70 years some ran and didn't make it. Break a mill stand entry or delivery guide and the product in the mill stand goes anywhere. The mill lwas so old by design there were no E stops. It took 7 minutes to stop a mill stand train motor if the motor tender induced current to motor fields, 20 minutes if coasted to a stop. The first thing we were taught, never turn your back to the mill stand. Walked backwards in many places which was normal practice. Kenneth Burkhead: Never turn your back on the mill. That and always look up ( for cranes) first 2 things you learn in a steel mill. [There are a lot of comments about never turning your back to the mill.] Dave Adams: We have had them go through the side of the building out into the public road. The road was right next to the building. That mill has since been rebuilt. Rick Guy Evans: I worked in an ancient mill, #1 Bloom & Billet mill in Stelco Hilton Works. It was built in the '20s(?) and was primitive...it had a steam-operated flying shear...one day we changed the "V"-notched blades on the shear and sat down on a small wooden bench to await the mill to start up: the 2" billet cobbled immediately and went straight up into the rafters, over the crane and the head-end of the bar came straight down into the bench we just ran away from! Close call but actually, you kind of expected the unexpected in this mill! BTW, when a cobble occurred, the roller could not stop the mill until the bar was run out completely because the drives were all on ONE DRIVE SHAFT! Again , primitive by today's standards but that old mill paid for itself many times over! |
Jay Barrett posted four photos with the comment: "Couple good ones from back in the day."
Tracy R. Ellis: We've hung a few from the rafters and off of cranes. Fun times.
Brian Burnell: You’ve not seen anything till they do a computer download during rebar and the pulpit operator looses his shears and fast stop capabilities...
Ray N Shirley Brisker: You should have seen North Star Steel back in 1976 when they started the mill running 4 rebar with no experienced Millman and 2 Supervisors who had never ran rebar. What a mess. We had so many cobbles we had to shut the mill down to cut cobbles because there was no more room on the mill floor to put any cobbles.
 |
| 1 |
 |
| 2 |
 |
| 3 |
 |
| 4 |
 |
| Alec Gillis commented on Jay's post One of our long nights a few years back… Jamie Enoch: Alec Gillis I know Dearborn's Hot Strip when I see it 😝 |
More than one comment on Jay's post mentioned that rebar can be exciting. That is because the smaller sizes bend easier. I recognized the #4 rebar in Brisker's comment as near the small end. It is a 1/2 inch in diameter.
 |
| UnitedStatesConcrete |
The irony is that set of rollers is supposed to straighten the rail, not make ribbon candy.
 |
| David Proitte posted Steelton 2012 |
I've seen a couple of broken rolls in a couple of days. I'm going to start accumulating these booboos here until I have enough for some separate notes
 |
| Butz Gregory posted This picture showed up on my phone . Said 6 years ago this [Jan 25, 2022] week . Reversing Mill Roll Broken most likely the 5th time through the first pass, may have been cold but 18 inch product on a 10 mill . extreme over capacity of equipment. Bill Mager: Surely not good, but you should see the destruction when a roll blows up in a tandem mill. Butz Gregory: Bill Mager I've seen it many times. I've seen a roll break and then broke the next two sets after that before the mill was turned off. Dave Panek: Looky at all those clean helmets ........ Lol Dru Joslin: Dave Panek field trip !!! R Jim Echlin: Looked at plenty of broken tolls during my years as a metallurgist with Blaw Knox. If failure cause is not obvious and responsibility is an issue, return the roll for metallurgical examination. Gary Munton: I’ve seen a new unused backup just setting on the floor break in half. [I've seen comments that indicate that if the heat treatment is not done right, there is a lot of internal stress left in the roll. Sometimes they don't just break, they explode!] Joe Stratemeier: May have been over capacity, but That is definitely a fatigue failure. On the fracture surface of the part on the left there is evidence of crack propagation, the discolored area from about 11 o'clock to 4 o'clock on the fracture surface. The same evidence is present on the mating part on the right, but that part is rotated about 180*. The crack propagation period does not appear to have been long term. Mike Henderson: Joe Stratemeier is that the technical term for “It was pre-broke when I got here”? Crack propagation. I like it. Greg Tavernier: I believe you're in the right area, Joe ... the picture isn't clear enough, but I'd be betting on a tool finishing area that promoted the initial cracking and then the crack propagation as you noted. Joe Stratemeier: Greg Tavernier Yeah, I agree. The Nodular Iron crankshafts we made at GM had undercut and rolled fillets on the journals for greater strength/fatigue life. I was going to mention the possibility of a machining stress riser being possible at the crack initiation site but can't really tell from the photo and was trying to keep the post short. But highly probable. Eric Garufi: Happened a lot with Chinese rolls. John Pecha: Mill roll broken with bearings still attached. Bob Jackson: We made pass rolls like that at Blaw Knox in Wheeling. R Jim Echlin: Bob Jackson made them at Blaw Knox East Chicago as well. Sweep molded in split flasks, with many hand set block chills. Kevin Danner: Which Gerdau mill is this? Butz Gregory: Kevin Danner it was Calvert City Kentucky. It's gone now. Only left a superstructure and a bunch of buildings built inside it and it is what they call a Bitcoin mine now. Butz Gregory: Kevin Danner my understanding the Benz [lathe] went to Texas first. Then after years went to Cartersville. I'm thinking that Bronx straightener went to Cartersville. Those two pieces equipment was Best equipment available in the business. I've seen that Bronx straightener split an 8x8 angle in half from having too much work on it. Thanks to Cargill Northstar we had some fine equipment. Paul Superak: We use to fix rolls just like that at Timken service. Can’t remember the The customer but the ones we did all the time where for making Railroad track. Brian Olson: Paul Superak Rolls that were cracked down the middle? How do you fix that? Paul Superak: Brian Olson yep it was cheeper to fix then buy new. We would turn a bevel on each end down to around 8” dia bore a 4” hole in each end heat and shrink fit a 4140 bar then subarc all the way out turn back to print size. We use to fix 42” back up rolls that where broke in half. Brian Olson: Paul Superak I believe Timken service is owned by Glunt now. Paul Superak: Brian Olson that it is. I left when Timken sold it. Michael Watchorn: I sure broke a few in my day as the Roller in 46" and 40" reversing mills, most of them were scrap sets which means rolls were turned down by the roll shop to the minimum before scraping them .like 40" roll turned down to a 33" the ware and heat on the rolls caused heat cracks so had to be turned down. Bill Cravens Right. Fatigue failure. You can see the comparatively narrow crescent-shaped area that indicates the slowly-progressing fatigued portion of the cross section. Followed by the darker gray area of brittle failure, where the subsequent failure then took place. (VERY suddenly!) . Doubtless the narrowed section of the roll provided the stress concentration that permitted metal fatigue to initiate and propagate the defect. A problem with the design, possibly made worse by a small nick or gouge in the wrong place. No matter what the metal, or the application. Steel, aluminum, titanium... aircraft, naval ships, steel plates... whatever. Just wave your hand like a Jedi Master and say "Metal fatigue!" You'll be right at least 80% of the time, and everyone will think you're a Metallurgist! |
 |
| Keith Vernard commented on Butz's post Art Wright: Keith Vernard Remember the 80 inch mill back up roll that sat outside your office for weeks. It was 6 foot in diameter. |
 |
| Keith Vernard commented on Butz's post 4 pieces chrome 80" |
 |
| Comments on Butz's post |
 |
| Bob Byerman posted Ouch! [There were 213 comments. I didn't look at a lot of them, but I did see some worth noting.] Jose de Jesus: I recall once at Sparrows Point how a brand new forged backup roll exploded while sitting on a roll rack waiting to be built. Shook 50 years worth of scale of the roof trusses. When the black dust cleared there were the two roll ends laying on either side of the rack, with a good chunk of roll missing in between. Beth Forge had us cover the other new roll in a blast blanket and had it shipped back. Heat treat issues, apparently. Bernie Casto: We had a brand new back up roll crack in the middle setting in a brand new 3 million dollar roll grinder lol. Mark S. Kazanoff: We had a huge blanket made out of intertwined rope that we called the bomb blanket to but over rolls that were cracking. The fracture path and mode of failure are typical of a 'ribbon fatigue failure' where a crack propagates from a surface defect through cyclical loading in the mill. The fatigue crack can grow over mill campaigns until it reaches a critical point enabling the roll to release its stored energy and explode. Bernie Papenfoth: Mark S. Kazanoff we still have the bomb blanket and still use it. Larry Chapman: They crack on occasion, I guess stress and heat. Funny thing is, the motors drive the work rolls, the backups just roll. Jose de Jesus: Larry Chapman the backups carry all the separating force from the roll bite to the mill housing. Larry Chapman: A broken backup roll. Jake Trusty: Larry Chapman what’s it used for? Larry Chapman: Jake Trusty they put pressure on the work rolls to determine the thickness of the steel as it goes through the finish mills. William Remley: Jake Trusty and it minimizes work roll deflection without increasing motor torque requirements. Kosei Tsuji: Hydrogen brittleness? it looks the fracture surface was radiated out from center. Dee Ready: My dept manager- "yea ill get my guys on it" plant manager- "wjen do yall think we will be able to run again?" My dept manager- "my guys will have it done in 1 day" also my dept manager to us- "how long do you think?"... us- "week" dept manager- "they told the plant manager 1 day, so yall need to hurry up"... us- "yea.... ok...." *a week later* us-"lets fire it up" dept manager- "what took so long?" Us- "the job" |
 |
| Ryan Murzyn commented on Bob's post Same one in the post, just a side view. |
 |
| [Someone asked for a photo of the motor that turned that roll. This is an example from another mill.] Jim Battaglia commented on Bob's post Twin 4000hp to drive the work rolls in our 80” reversing mill |
 |
| John Thomas posted Seen a few of these in my time. This one is from Republic in Lackawanna. Mike Bronko: Saw a few of these when we first worked on getting this mill up and running. Those were the Bethlehem Steel days. Art Wright: Luckily in the rail mill the cobble pile was on the opposite side from the mill cranes cab . The cobble pile a few times with long twisted cobbles got up to the crane cab height. [A comment has a short video of a cabble] |
 |
| Alan Vaughn commented on John's post Liberty steel Peoria IL aka Keystone |
 |
| Screenshot @ 0:07 3x3 angle at Nucor Darlington SC. Came out and hit the restroom door! |
 |
| 0:54 video @ 0:53 Annie Mounts: Lord have mercy! Someone was sleeping lol. Should've caught it at the beginning. [That was my thought. But....] Greg Bloom: Annie Mounts really nothing you can do at this point but let the bar run out. Otherwise, there'll be a bigger mess in the mill! This looks like #4bar, that in our mill produced eight strands (pieces) 240' long! Depicted here in this video is nothing compared to the huge messes I've seen in the past. And, like I said, glad I don't have to clean them up! Bob Featherstone: I overheard this conversation with a tour group standing near the melt shop: We start the heat with a charge of scrap. Where does the scrap come from? The rod mill. [Some comments call it #4 rebar split three times.] |
 |
| 1:04 video @ 0:26 Old Etiwanda Mill. cobble clean up in Fast-forward. |
 |
| Michael Cartmell posted We are not allowed to take pics. This was sent to me when I was out. Rail mill cobble! Brian Wyatt: Charles Miller this was our rail mill in Pueblo, Co. May 2021 Steve Steppenbacker: Was the operator sleeping? Lol Michael Cartmell: Steve Steppenbacker broken guide |
%20Facebook.png) |
| 0:33 video @ 0:18 [Rats. I forgot to save the link.] |
%20Facebook.png) |
| 0:09 video @ 0.02 |
%20Facebook.png) |
| Screenshot (source) |
 |
| 1:06 video @ 0:23 And this loop just keeps getting bigger. Soon he can't keep it in the frame. Gene Ruble: Work melt shop with electric arc furnace in the winter time I seen shrapnel blow through the roof and kick the pulpit back two feet. Dona Jean Payne: So you don’t have an emergency stop? David Trudeau: Dona Jean Payne Emergency stop bad! You have to let the cobble run out otherwise you would have to cut it out of every stand. Gary Sagun: David Trudeau Always told the new guys on the rolling mills to never touch that E-Stop when the mill wrecked, let it play out, or that thing will free run 1/2 of the coil into the mill. Cma Augie: David Trudeau exactly...if there is not a sequential shutdown procedure to stop equipment downstream or even up stream more damage or death could occur from just stopping the machine where the problem is. Federal Steel and Wire who made rebar among other products always had runaways or squirters like this. Just get away from it if you can. Keith C Morgan: David Trudeau don’t E stop unless it’s an emergency ie person caught in machine. However I’m surprised no one fast stopped mill. Regardless of time wasted to cut product out, chances are you waste more money in damaging nearby equipment causing massive downtime. This is a no go at the mill I work at. Rob Eames: Where's the e stop? Sue Schreiner: Rob Eames that's what I was saying through this video! Kenneth Schwab: E-Stop Please Joe Ashley Sharp: Kenneth Schwab Never touch the emergency stop in this situation. Will do a lot more damage if you do. [There were other comments wondering why the E stop wasn't used. It seems that an emergency stop is like the one on the railroad in that an emergency stop can cause a lot of damage. So you better be sure it is indeed a dire emergency before you hit it.] |
It is one thing to cobble a rod, it is another to cobble a thick 80"strip.
 |
| Voljin Darkspear posted 80 Hot Strip mill IHE…. To dangerous to go down and start burning cobble just yet |
 |
| Frank Barbera posted via Dennis DeBruler |
At least sheet metal bends into ribbon candy. A slab cobble takes out the rolling mill.. I don't understand what the lower video is looking at. But I do understand the upper video.
%20Steel%20Mill%20Pictorial%20_%20Just%20a%20small%20uh%20oh.%20_%20Facebook.png) |
| Christopher Lee Reed posted Eric E. Peebles: Wow... And to think I walked across that a few times when it was new. Butz Gregory: No stop button ? At least its not in the horizontal rolls. Bryce Constant: Butz Gregory operator dozed off. |
 |
| Brian Olson commented on Christopher's post Brian Olson: Hells Bells! If your curious that is the delivery side of AMNS Calvert Alabama's R2 in the hot mill which is the four high. Here is what it looked like before it got destroyed. |
Jon Wolfe posted three photos with the comment: "Cobbled up."
Pat McCon: Q: With the latest in electronics, do the newest mills have fewer/less severe cobbles?
Christopher Selley: Pat McCon no. Electronics and plant conditions don't seem to mix well. To cold or to hot seems to cause more failure than before.
Michael Stanish: Wow !!! What a debacle. How often does this kind of thing happen ?
Nate Long: Michael Stanish we have about 1 per 24 hr day on average. Sometimes we go a week without one sometimes we have 3 in a day.
Jason Tinney: We can go months with none. Or 6+ a day. Depends on product and equipment failures. These shown are easy cleanups. I've seen, and had MUCH worse.
Michael Mural Sr.: We never sprayed down a cobble. The hotter the better. Mill burner took it right to the cobble baller. [I wonder what a cobble baller looks like and how it works.]
Kelly Charles Thompson: Someone radio the hero *aka crane guy"
 |
| 1 |
 |
| 2 |
 |
| 3 |
 |
| Kevens Plourde commented on Jon's post |
 |
| [name and mill withheld], cropped |
 |
| Pat Magee posted My favorite pic from the CMC AZ1 startup. |
 |
| Tom Levad posted When things don't go quite right. North Star Steel Iowa. [There are some comments describing other horrors in a steel mill.] |
 |
| Michael Schofield commented on Tom's post One of the last billets to be rolled before the mill closed for good (British Steel United Kingdom 2005) |
 |
| Robert Wester commented on Tom's post, cropped |
 |
| Trai Stepheson commented on Tom's post |
 |
| Tyler Dunmire commented on Tom's post, cropped Been through a couple of those before. |
 |
| 0:23 video @ 0:20, cropped |
Skip to 0:55. Note the worker walking out-of-frame to the right. If you keep watching after the cobble is done, you will see that worker walking back into the frame with a very pronounced limp.
 |
| 1:40 video @ 1:02 |
 |
| Ben Hartman posted I don't know where this happened, but wow. [Note that the worker is watching something going wrong on his right until he hears something on his left. And then he takes off running.] |
Skip to 0:09:

%20Steel%20Mill%20Pictorial%20_%20Facebook.png) |
| Facebook reel, the cobble did hit that worker and knocked him over. Anther worker risked harm to pull him out. Kerry Davis: Why does it take so long to stop the mill on a hot mill cobble? Christopher Clark: Kerry Davis , operator is probably playing on his cell phone... Nazmul Hossen: Author Christopher Clark yes Kerry Davis: Christopher Clark I work in a cold mill and automation watches out for things and shuts mill down usually before things get too messy. |
Cobble video Actually, the first scene is not cobbles. It is an old fashioned rolling mill where the bar is shoved into the next roll by hand.
1:54 video of multiple cobbles and a machine that chops up the product if something goes wrong (source)
Conveyor belts can also "cobble."
 |
| Minig Mayhem posted |
Fires can be even more dangerous than cobbles.
 |
| Burds Are 2Real posted Chad J. Forbes shared |
 |
| More of the above video |
%20Facebook.png) |
| Facebook Reel |
 |
| Facebook Reel |
 |
| Near the end of the above reel. |
 |
| Facebook Reel |
 |
| Facebook Reel |
Amazing work!!
ReplyDeleteI like your hardwork in this blog and you can also read our interesting blog here EN8 CARBON STEEL
ReplyDelete